
Grinding Wheel Composition
The Three Elements of Grinding Wheel
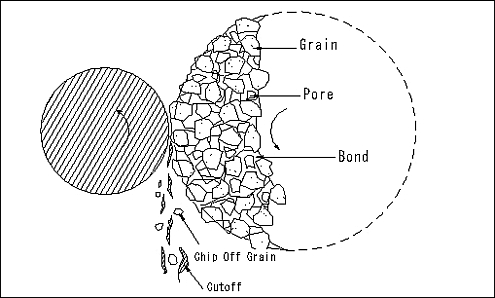
A grinding wheel consists of three elements: abrasive grain, bond and pore, As the wheel turns in high speed, its innumerable grains quickly grind workpiece to beautiful finish and precise measurement.
Enquiry Now
| Grain | Bond | Pore |
|---|---|---|
| Very hard, functions as the “cutting edge" in grinding work. | Bonds and holds abrasive grains. | Functions as a “chip pocket" and helps cool the grinding wheel. |
Mechanism of grinding whetstone
This process is called grinding process. As the processing progresses, the grains wear out and chip off and in consequence new grains or the “cutting edge" arise constantly, making it possible to continue the grinding work in the same condition. The self-sharpening cutting edge is the unique characteristic of grinding wheel, not found in any other cutting tools.
The Five Factors of Grinding Wheel
Characteristics of grinding wheel are determined by the following five factors.
| Grain | Grain Size | Grade | Structure | Bond |
|---|---|---|---|---|
| Nature of abrasive grain | Size of abrasive grain(F or #) | Retention strength of abrasive grains | Proportion of grains to the entire wheel | Nature of bonding agent |
Grain
Nature of Abrasive Grains and Their Properties and Application
| New ceramic abrasive grain |
QB Alumina compound abrasive of new formula. Multi crystal abrasive. Demonstrates an outstanding ability in heavy-duty grinding as well as precision grinding of alloyed steel, tool steel, stainless steel, etc. |
 |
|---|---|---|
| Fused alumina abrasive grain |
WA Highly friable and sharp cutting edge. Precision grinding of general quenched steel |
 |
| A Standard abrasive, excellent in toughness. Free hand grinding, heavy-duty grinding and precision grinding of general purpose steel |
 |
|
| 19A Compound abrasive with extra cutting ability. Precision grinding of general purpose steel and quenched steel |
 |
|
| HA Compound abrasive with toughness. High cutting ability. Heavy-duty grinding of general purpose steel and quenched steel |
 |
|
| KW Both friable and tough. High cutting ability. Precision grinding of quenched steel and alloyed steel. |
 |
|
| PW,RA Tough grain with high cutting ability. Precision grinding of alloyed steel and tool steel |
 |
|
| SA,KE Single crystal abrasive grain with hardness and high toughness. Grinding of hard-to-grind materials such as alloyed steel, tool steel, quenched steel |
 |
|
| Silicon carbide abrasive grain |
GC Ultra high hardness and highly friable. Grinding of sintered hardmetals, cast iron, non-ferrous metal, ceramic, etc. |
 |
| C Standard silicon carbide abrasive. Grinding of cast iron, non-ferrous metal, ceramic, etc. |
 |
Grain Size
Grain size is the size of abrasive grain and generally designated by “F" or “mesh (#)". Grain sizes are classified as shown in following tables in accordance with their ranges and grain size distribution.
Coarse (unit:micro meter)
| Grain Size | Grain Diameter |
|---|---|
| F 8 | 2,800-2,000 |
| F 10 | 2,360-1,700 |
| F 12 | 2,000-1,400 |
| F 14 | 1,700-1,180 |
| F 16 | 1,400-1,000 |
| F 20 | 1,180-850 |
| F 24 | 850-600 |
| F 30 | 710-500 |
| F 36 | 600-425 |
| F 46 | 425-300 |
| F 54 | 355-250 |
| F 60 | 300-212 |
| F 70 | 250-180 |
| F 80 | 212-150 |
| F 90 | 180-125 |
| F100 | 150-106 |
| F120 | 125-90 |
| F150 | 106-63 |
| F180 | 90-53 |
| F220 | 75-45 |
Fine (unit:micro meter)
| Grain Size | dυ-50 value | dυ-94 value |
|---|---|---|
| #240 | 57.0+-3.0 | 40min. |
| #280 | 48.0+-3.0 | 33min. |
| #320 | 40.0+-2.5 | 27min. |
| #360 | 35.0+-2.0 | 23min. |
| #400 | 30.0+-2.0 | 20min. |
| #500 | 25.0+-2.0 | 16min. |
| #600 | 20.0+-1.5 | 13min. |
| #700 | 17.0+-1.3 | 11min. |
| #800 | 14.0+-1.0 | 9.0min. |
| #1000 | 11.5+-1.0 | 7.0min. |
| #1200 | 9.5+-0.8 | 5.5min. |
| #1500 | 8.0+-0.6 | 4.5min. |
| #2000 | 6.7+-0.6 | 4.0min. |
| #2500 | 5.5+-0.5 | 3.0min. |
| #3000 | 4.0+-0.5 | 2.0min. |
| #4000 | 3.0+-0.4 | 1.3min. |
dυ-50 value = particle diameter at 50% point of cumulative height
dυ-94 value = particle diameter at 94% point of cumulative height
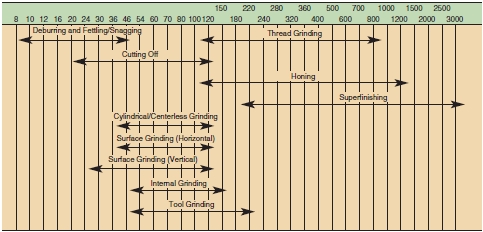
Grain Sizes and Their Application
Grain size is closely related to the roughness of a finished surface. Generally coarser wheel results in a greater efficiency and a less smooth finished surface.
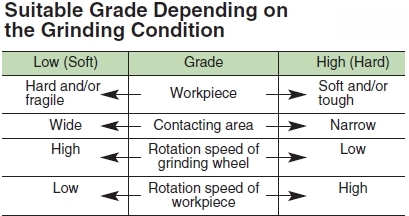
Grade
The grade represents the retaining strength of bonding agent which holds the abrasive grains. The higher the grade (stronger in retention), the harder the wheel and vice versa. The grade is described in alphabetical order; A being the softest and Z being the hardest.
| Very Soft | Soft | Medium | Hard | Very Hard |
|---|---|---|---|---|
| A B C D E F G | H I J K | L M N O | P Q R S | T U V W X Y Z |
The grade is the factor which has the greatest influence on the cutting sharpness of a grinding wheel; thus, the selection of grade must be done deliberatively. As a general rule, hard material requires a low grade wheel and soft material is best ground by a high grade wheel. The common trend of grade selection is as shown in Table above.
Depending on the use, there are cases where the pores are filled with fillings. In such cases, the grade code is followed by the subsidiary code indicating the filling.
e.g. H + S (subsidiary code: S…Sulfur, P…Paraffin, R…Resin)
Structure
The proportion of the volume of grain within the given volume of the entire grinding wheel is called grain ratio.
The grain ratio is distributed into 15 grades, namely from 0 to 14, which being the structure number of the grinding wheel. The larger the number, the lower the grain ratio i.e. larger space between grains. Space between grains has great influence on the grinding efficiency and incidence of heating.

Bond
The bonding agent holds abrasive grains together so that the abrasive grains can show the sufficient grinding efficiency.
Kinds and properties of bonds currently used are as follows;
1. Ceramic Bond
Vitrified Method (Vitrified Bond)
Vitrified bond is represented by symbol “V".
In this method, ceramics such as feldspar and clay is fired to bond abrasive grains together.
Vitrified bonded products are widely used in general grinding field including precision grinding, because the bond allows easy adjustment of grade and structure, and vitrified bonded products have numerous pores which prevent burn, and they won’t be affected by either water, alkali, acid or oil.
We have every kind of grains including QB ceramic grain available.
We provide products suitable for your workpiece.

2. Synthetic Resin Bond
(1) Resinoid Method (Resinoid Bond)
Resinoid bond is represented by symbol “B".
In this method, products are made by hardening or thermosetting bakelite (phenol formalin).
Compared to vitrified, resinoid bonded products are elastic and high tensile and can be used under high operation speed. Thus, resinoid bond is suitable for thin grinding wheels such as cutting wheels and depressed centered wheels. Since resinoid bonded wheels are easily affected by heat and oil, you have to be careful about grinding fluid.
(2) Rubber Method (Rubber Bond)
Rubber bond is represented by symbol “R".
In this method, products are made by hardening or thermosetting natural or synthetic rubber tempered with grains.
Since rubber bonded wheels are easily affected by heat and oil, you have to be careful about grinding fluid.
(3) Foaming Method
Foaming method bond is represented by symbol “UP".
In this method, products are made with synthetic resin (such as urethane resin).
Since the products are highly elastic and water resistant, they are used for grinding of non-ferrous materials such as aluminum.
Standard Shapes and Profiles of Grinding Wheels
Shape and profile of a grinding wheel are represented by the corresponding shape type number and profile symbol.